Le séchage est une opération unitaire qui a pour but d’éliminer par vaporisation l’eau qui imprègne un produit (liquide ou solide) afin de le transformer en produit solide sec dont l’humidité résiduelle est très faible.
Le séchage se distingue de l’évapo-concentration qui ne traite que les produits liquides très humides (exemple : lait). Les produits liquides qu’on veut sécher (poudre de lait) sont d’ailleurs toujours préconcentrés au préalables par évapo-concentration qui est une technique de déshydratation moins couteuse en énergie que le séchage.
b- Objectifs
Le séchage est largement utilisé dans l’industrie alimentaire où il vient souvent en complément d’opérations comme l’évapo-concentration, la décantation, la filtration ou l’essorage. Il se pratique dans plusieurs cas :
l’humidité résiduelle est incompatible avec la suite du procédé
le produit humide se conserve mal (hydrolyse possible, modification de l’aspect physique par agglomération des grains)
le coût du transport est plus élevé en présence d’eau
le séchage permet outre l’élimination d’eau, la création de modifications de la structure interne du solide comme par exemple l’apparition d’une structure poreuse.
A cause du coût énergétique élevé du séchage, l’industriel cherche à avoir la plus basse teneur possible en eau à l’entrée du sécheur. La tendance est à n’utiliser le séchage que lorsque les procédés de séparation mécanique restent impuissants pour atteindre l’humidité résiduelle souhaitée. Le séchage des liquides est toujours précédé d’une autre opération de déshydratation moins couteuse en énergie : l’évapo-concentration.
c- Exemples de produits :
Une grande partie des aliments que nous consommons ont subi une opération de séchage.
Le séchage peut être une étape nécessaire à la production du produit ou un rôle dans la
conservation de l’aliment . On peut citer par exemple :
les pâtes alimentaires
la charcuterie : saucisson, jambon…
les fromages : séchage dans une ambiance contrôlée
les légumes (pois,…) et fruits secs (pruneaux, raisins, abricots…)
certains biscuits apéritifs sont produits par séchage à l’air chaud à partir d’une pâte
de maïs
le sel (gisement minier) est concassé, dissout, épuré avant d’être essoré et enfin
séché jusqu’à devenir du sel raffiné.
la conservation de beaucoup de types de grains ou de végétaux est assurée par le
séchage : café, cacao, riz et autres céréales, feuilles de thé, épices…
Certains produits liquides : lait, lactosérum…
des coproduits de l’industrie alimentaire souvent destinés à l’alimentation du bétail, ou l’industrie chimique (additifs…) : pulpe de betterave (sucrerie), tourteaux d’oléagineux (huilerie), drèches (brasserie, jus de pomme)…
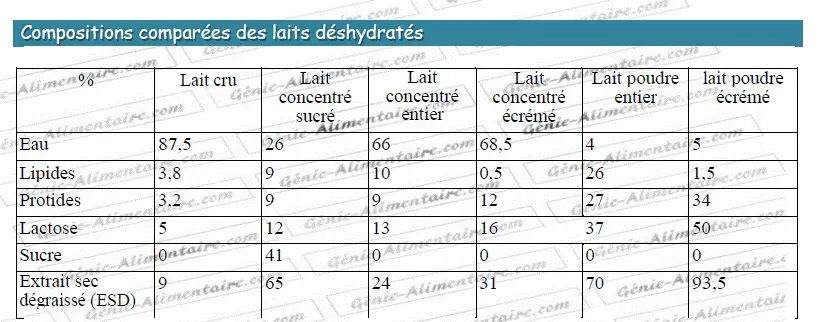
Voici la composition comparée de divers laits déshydratés :
d- Séchage et stabilité du produit :
• Le séchage est souvent utilisé pour allonger la durée de vie du produit ; en effet en même temps qu’on diminue l’humidité résiduelle du produit, on diminue l’eau libre disponible pour les réactions d’altération, c’est-à-dire l’activité de l’eau (aw) qui diminue en dessous de l’activité minimale de développement des microorganismes (c’est-à-dire aw<0.7) ; il faut néanmoins souvent descendre à des aw beaucoup plus faibles afin d’inhiber les réactions d’altération d’origine chimique et enzymatique (oxydation des lipides, réactions de Maillards,…)
• Le séchage n’est pas une opération de sanitation, c’est-à-dire que le séchage n’a aucune valeur stérilisatrice ou pasteurisatrice ! Le produit sec n’est donc pas stérile. En effet, même si le produit est séché comme le lait en le mettant en contact avec de l’air chaud et sec à plus de 200°C, jamais la surface du produit n’atteint des températures létales, car l’évaporation intense rafraîchit la surface du produit. Il sera donc nécessaire de bien maitriser la qualité sanitaire du produit à sécher et surtout de faire précéder l’opération de séchage par une opération de sanitation qui est classiquement la pasteurisation, ou d’ajouter au produit des conservateurs chimiques (sel nitrité en charcuterie, sulfites pour les fruits secs)
e- Exemples de process :
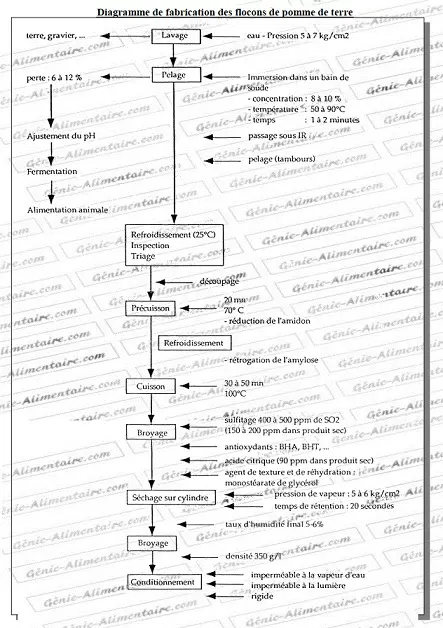
un produit pâteux : la purée de pomme de terre
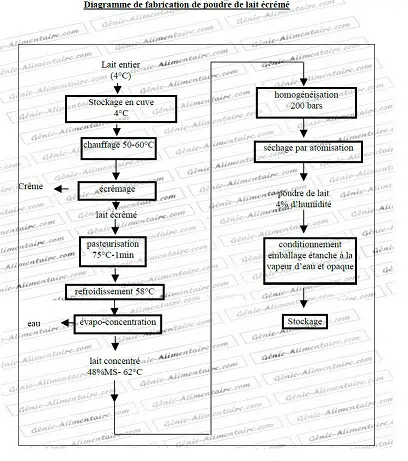
un produit liquide : le séchage du lait
un produit solide : les pruneaux d’Agen
Description de la fabrication du pruneau d’Agen :
La prune d’ente est une prune cultivée essentiellement dans le sud-ouest de la France (65 % de la production nationale est réalisée dans le département du Lot-et-Garonne). Ne se conservant pas telle quelle, elle doit être séchée et cuite pour donner le pruneau. Au cours de la cuisson, la chaleur provoque des transformations physico-chimiques qui conduisent à un produit organoleptiquement différent qui, par une déshydratation contrôlée, peut être conservé en l’état. Il s’agit d’une production saisonnière qui correspond à des tonnages importants (50 000 t produites annuellement, en moyenne ) par rapport à l’ensemble des autres fruits séchés (1 000 t/an environ).
■ Séchage
Après récolte, les prunes fraîches sont successivement lavées, triées (pour éliminer les fruits de mauvaise qualité) et calibrées par taille, en lots homogènes. Les prunes sont ensuite étendues sur des claies (grilles fines en acier inoxydable alimentaire, montées sur des cadres en bois), qui sont empilées sur des chariots et placées dans les tunnels pour le séchage. Puissamment ventilés, ces tunnels permettent de sécher, en un seul passage, jusqu’à 11 tonnes de prunes par jour. Il faut entre 3 et 3,5 kg de prunes d’ente fraîches pour obtenir, après séchage,pendant 20 à 24 heures dans des fours chauffés entre 70 et 80 °C, 1 kg de pruneaux d’Agen, dont le taux d’humidité ne peut dépasser 23 %.
Après le séchage, les fruits sont triés pour écarter ceux tarés, blessés ou tachés, et les fruits mal « cuits ». Cette opération s’effectue généralement à la main, sur des tapis de triage ou sur les claies de séchage.
■ Stockage
Une fois séchés, les pruneaux doivent être stockés, pour être vendus tout au long de l’année. Il faut donc les conserver dans un local fermé, à l’abri de la lumière, afin d’éviter tout développement de moisissures, dépôts de poussières ou agressions de prédateurs. Le stockage se fait dans de grandes caisses de bois appelées « palox » permettant le passage de l’air, entreposées dans de larges chambres froides (6 °C et 70 % d’hygrométrie).
■ Transformation
On appelle transformation la phase qui permet de préparer et de conditionner les pruneaux, livrés par les producteurs en vue de leur commercialisation. Celle-ci est effectuée par des entreprises de transformation. La réception chez les transformateurs des fruits livrés par les producteurs s’effectue entre les mois de septembre et de décembre.
Dès leur arrivée à l’usine, la qualité des pruneaux livrés est contrôlée. Un cahier des charges très précis, défini par l’UE,permet de n’accepter que les meilleurs pruneaux. Celui-ci fixe notamment le taux d’humidité (23 % maximum), la nature et la proportion de défauts réputés inacceptables. Ainsi, seuls les plus beaux pruneaux passent cette étape de sélection.
Pour obtenir le pruneau prêt à consommer ayant la texture souple que le consommateur exige de plus en plus, les pruneaux sont réhydratés dans de l’eau maintenue à 75/80 °C. Le temps de trempage est de 15 à 30 min. Les pruneaux d’Agen atteignent ainsi un taux d’humidité de 35 % maximum qui leur confère le moelleux recherché par le consommateur. Une réhydratation plus poussée (40 % et plus) permet d’obtenir des pruneaux dits « moelleux » ou « sur-humidifiés », mais qui ne peuvent plus prétendre à l’appellation « pruneau d’Agen ».
Opération de séchage de la prune d’ente
■ L’étape essentielle de la transformation de la prune consiste donc en un séchage par de l’air chaud. Le coût de cette opération est élevé, puisqu’il représente approximativement 30 % du coût total de production. Il doit prendre en compte les contraintes suivantes :
– la période de récolte est très courte (4 à 5 semaines) et présente des pointes de production importantes ;
– les fruits mûrs ne peuvent être stockés qu’en chambre froide.
Ce stockage doit être réduit au maximum, car il nécessite des investissements importants pour quelques jours par an.
■ Le séchoir doit donc permettre d’obtenir une capacité de production maximum, sans que la qualité du pruneau soit, pour autant, altérée. Il s’agit notamment d’éviter les accidents de fabrication, comme le coulage des prunes, provoqué par l’éclatement de la peau au cours du séchage, entraînant une perte de produit et un encrassement du séchoir (l’arrêt de l’installation pour nettoyage).
Un beau pruneau est, en outre, apprécié en fonction de la couleur de sa peau (noire et brillante), et de la couleur de sa chair (jaune d’or à ambrée, sans caramélisation).
■ Il existe trois types de séchoirs :
– les étuves. Les plus anciens séchoirs, réservés à de petites unités de verger ne produisant pas plus d’une quarantaine de tonnes de prunes. Leur rendement est aussi bon que celui d’un autre séchoir. Il s’agit d’enceintes ventilées à l’air chaud, à fonctionnement discontinu, dans lesquelles les prunes sont disposées sur des claies ;
– les tunnels à chariots traitent 50 % de la production. Les claies sont portées par des chariots, entrés et sortis à la suite les uns des
autres ;
– les tunnels à tapis.
On rencontre une grande diversité dans les modes de séchage :
a) Séchage conductif : le produit est mis en contact avec des surfaces chaudes (cas du sécheur tambour rotatif)
Exemples : le séchage de pommes de terre ou de fruit ou légumes en flocons, de lait, de fécule de pomme terre, d’amidon…
b) Séchage convectif : on envoie sur le produit à sécher un courant d’air chaud qui fournit la chaleur nécessaire à l’évaporation de l’eau et entraîne la vapeur formée
Exemples : le séchage de plantes aromatiques, de fruits, de grains, de charcuteries…
c) Séchage par InfraRouge ou MicroOndes : un rayonnement électromagnétique est appliqué sur le produit.
Ce mode de séchage convient aux produits en plaques ou en films, donc de faible épaisseur. L’apport d’énergie s’effectue par ondes elctromagnétiques générées soit par des dispositifs électroniques (micro-ondes) soit par élévation de la température d’un émetteur infrarouge.
En infrarouge le chauffage se manifeste sur des épaisseurs très faibles (500
?m). Avec des micro-ondes on peut sécher à des épaisseurs plus importantes. Le champ électromagnétique véhiculé par ces fréquences excite les molécules d’eau :
l’agitation moléculaire qui en résulte provoque des chocs intermoléculaires. Cela entraîne un échauffement du produit et donc la vaporisation des molécules d’eau.
Exemples : le séchage industriel des pâtes alimentaires ; la dessiccation des légumes, des fruits, …
d) La lyophilisation : le produit est congelé (en dessous de -20°C) puis amené à très basse pression pour en sublimer (et non évaporer car la glace va passer à l’état vapeur sans passer par l’état liquide) la glace qu’il contient. Les produits de haute valeur ajoutée peuvent être lyophilisés ( café soluble, ferments, rations alimentaires pour randonneurs,…) car la technique de lyophilisation est très peu productive et très couteuse en énergie.
Le séchage est une opération unitaire mettant en jeu un transfert de matière (l’eau imprégnant le produit passe à l’état de vapeur et est récupéré par l’air) et un transfert thermique (une fourniture de chaleur permet le changement de phase du liquide).
Deux mécanismes peuvent être mis en œuvre pour évaporer l’eau d’un produit : l’ébullition ou l’entraînement.
L’idée la plus simple consiste à porter le produit à la température d’ébullition de l’eau, qui alors se vaporise. Mais pour obtenir une élimination poussée de l’eau sans altération excessive de la qualité des produits, on préfère bien souvent opérer à température plus basse en utilisant l’air comme gaz d’entraînement.
Quel que soit le mode de séchage, c’est la pression de vapeur d’eau dans le produit qui détermine les échanges entre l’air et le produit.
a) Séchage par ébullition
L’ébullition a lieu lorsque la température du produit est élevée (par conduction sur une surface chaude, par rayonnement, par de la vapeur d’eau surchauffée, par immersion dans de l’huile chaude) à une valeur telle que la pression de vapeur d’eau de ce produit est égale à la pression totale ambiante : p = pt
Il découle de cette définition que :
— la température d’ébullition dépend de la pression totale (elle est plus basse sous vide qu’à pression atmosphérique) et de l’activité de l’eau du produit (elle augmente lorsque aw diminue).
Le séchage par ébullition est mise en œuvre dans le cas du séchage par conduction, comme le sécheur cylindre (flocons de pomme de terre)
b) Séchage par entraînement
Lorsqu’un produit humide est placé dans un courant de gaz (air le plus souvent) suffisamment chaud et sec, il s’établit un écart de température et de pression partielle tel que :
l’air apporte au produit une partie au moins de l’énergie nécessaire à la vaporisation ;
l’eau est évaporée sans ébullition sous l’effet du gradient de pression partielle d’eau. La vapeur d’eau est transférée par conduction et convection du produit dans le milieu ambiant et est ensuite entraînée par l’air. Le produit se met spontanément à une température telle que les transferts de chaleur permettent l’évaporation d’un débit d’eau égal à celui capable de traverser la couche limite (compte tenu de ce qu’une petite partie de la chaleur est utilisée à échauffer le produit).
Nous ne traiterons ici que la technique de séchage par l’air (entrainement) qui est la plus répandue par ailleurs.
On définit la capacité évaporatoire d’un séchoir comme étant le débit d’eau qu’il est capable d’enlever au produit. La capacité évaporatoire est donc un débit d’eau évaporée qui s’exprime en kg/h ou tonne/h .
La capacité évaporatoire d’un séchoir va ainsi dépendre des caractéristiques du produit à sécher mais aussi du matériel utilisé et donc des caractéristiques de l’air de séchage.
a) Les caractéristiques de l’air
a1- Humidité absolue et humidité relative d’un air
On définit l’humidité absolue d’un air comme la masse de vapeur d’eau en kg que contient 1 kg d’air sec. On la notera Y ou na.
a2- L’humidité relative (notée i ou HR)
HR s’exprime comme le quotient de la pression partielle de vapeur d’eau contenue dans l’air par la pression de vapeur saturante de la vapeur à la même température. L’humidité relative est souvent nommée degré hygrométrique et exprimée en %. L’humidité relative (HR) mesure donc le degré relatif de saturation d’un air. Un air saturé aura une HR égale à 100% ; cet air saturé ne peut plus accepter d’eau ;
Un air dont l’humidité absolue est constante, va voir son HR varier avec la température : plus sa température augmente plus l’HR diminue et inversement. La température à partir de laquelle la première goutte de condensation apparait est appelée point de rosée.
L’air doit être le plus sec possible pour avoir une capacité évaporatoire maximale ( Y et HR faibles)
a3) régulation de l’humidité absolue (Y) d’un air
Pour augmenter Y, il suffit d’envoyer de la vapeur d’eau ou de l’eau finement pulvérisée (atomisée) dans cet air.
Pour diminuer Y, il faudra envoyer cet air sur une surface froide (batterie froide) pour le refroidir à sa température (point) de rosée : l’air va perdre de l’eau.
a4) température sèche et humide
On nomme température sèche d’un air la température indiquée par une
sonde de température nue placée dans le courant d’air. Il s’agit de la température
de l’air au sens courant.
On nomme température humide (ou température de bulbe humide) la
température donnée par une sonde enrobée d’une mèche humidifiée placée dans un courant d’air . Il faut retenir que la température humide est la température prise par la surface du produit durant la phase de séchage à allure constante d’un séchage par entraînement (voir plus loin).
Remarque : on peut mesurer l’HR d’un air en mesurant la différence des 2 températures (Ts-Th) et en utilisant une abaque. En effet, la différences des température (Ts-Th) augmente lorsque l’HR de l’air diminue.
Il faut utiliser un air le plus chaud possible ; la limite dépend de la thermosensibilité du produit.
a5) Enthalpie (H) de l’air
L’enthalpie de l’air humide définit le contenu énergétique de cet air.
L’enthalpie notée H de 1 kg d’air sec associé à Y kg de vapeur d’eau à T°C
est la quantité de chaleur à fournir à ce mélange sous une pression constante pour l’amener de la température de référence 0 °C à la température de T°C
Les états de référence à considérer sont l’eau liquide et l’air sec à 0°C.
L’enthalpie de l’air humide H est la somme de l’enthalpie de l’air et de
l’enthalpie de l’eau.
H = Cpa . T+ Y . (Lv + Cpe . T)
où Cpa et Cpe sont respectivement les chaleurs massiques de l’air et de l’eau à l’état
gazeux et Lv la chaleur latente de vaporisation de l’eau à 0°C.
On obtient donc H = 1,01. T + Y . (2494 + 1,92 .T) avec H en kJ.kg-1
Le diagramme de Mollier permet la représentation de 5 grandeurs décrivant l’air humide (2 grandeurs suffisent à le définir totalement).
Pour le diagramme utilisable pour des températures sèches jusqu’à 300 °C,
on observe notamment les variables suivantes :
température sèche T (en °C) : les isothermes sont des droites légèrement croissantes en
fonction de l’humidité absolue avec graduations sur l’axe des ordonnées
humidité absolue Y ou na : les lignes d’humidité absolue constantes sont des verticales avec graduations sur l’axe des abscisses
humidité relative i ou HR : courbes croissantes en fonction de Y ou na
enthalpie H : les isenthalpes sont des droites parallèles décroissantes
Pour le diagramme utilisable pour des températures sèches jusqu’à 55 °C, on peut également lire la température humide de l’air.
Les diagrammes de l’air humide sont utilisés pour les calculs relatifs aux
humidités de l’air, pour les déterminations de points de rosée et de température humide ainsi que pour les calculs énergétiques relatifs au séchage.
Activité 1
Un air A (T=28°C et 28% d’HR) est chauffé à 92°C sur des résistances électriques (pas d’humidification) ; on obtient l’air noté B.
Cet air B est envoyé dans le séchoir pour déshydrater des fruits. Ce séchage est considéré comme adiabatique (= isenthalpique) ; l’air usé (appelé C) sortant du séchoir est à la température de 50°C.
1- Placer le point Asur le diagramme de Mollier. En déduire l’humidité absolue (na) de cet air A, et son humidité relative (%HR).
2- Placer le point B sur le diagramme de Mollier. Que vaut l’humidité absolue (na) de l’air B ? Que vaut l’humidité Relative (%HR) de l’air B ? Que vaut l’enthalpie (HB) de cet air ?
3- Placer le point C sur le diagramme de Mollier. En déduire son humidité absolue (na)et relative (%HR). Comment évolue l’enthalpie de l’air usé (HC) par rapport à l’air B ? Justifier.
b) Les caractéristiques du produit
b1) Humidité d’un produit ou teneur en eau (notée X ou Hp)
On définit l’humidité d’un produit ou teneur en eau comme la masse d’eau que contient le produit. On utilise fréquemment des pourcentages (%).
2 unités sont possibles (%) :
X ou Hp : en g d’eau / 100g de produit
X ou Hp : en g d’eau / 100g de Matière sèche
Remarque :
On peut aussi calculer la teneur en extrait sec (ES) ou matière sèche (MS) du produit ;
ES s’exprime aussi en % : en g de MS / 100 g de produit
b2) l’activité de l’eau
Pendant un séchage, c’est d’abord l’eau libre qui est évaporée ; plus le séchage se poursuit, plus l’eau qui reste dans le produit est difficile à évaporer car elle est de plus en plus liée.
b3) la surface spécifique
Plus la surface de contact avec l’air est importante, plus la capacité évaporatoire sera élevée. On parvient notamment à augmenter ce paramètre en augmentant la surface spécifique (m2/kg) du produit en le fragmentant ou le pulvérisant (spray pour les liquides).
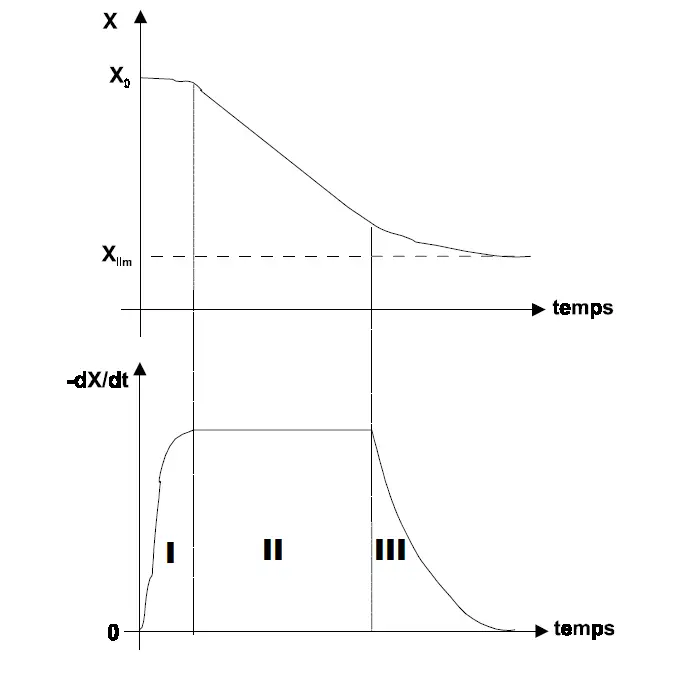
Si on considère un produit humide placé dans un courant d’air chaud et sec, on observe au cours de l’opération de séchage que l’eau s’évapore du produit à différentes vitesses ( CE = dX/dt) suivant la figure ci dessous avec trois périodes distinctes :
une phase de mise en température du produit (I)
une phase de séchage à vitesse constante (II)
une phase de séchage à vitesse décroissante (III)
a)La phase de mise en température
La chaleur amenée par l’air sert surtout à réchauffer le produit, lmais l’eau s’évapore petit à petit ; L’humidité du produit (X) diminue faiblement et le débit d’eau évaporée (CE=dX/dt) augmente progressivement avec le temps.
Remarque : cette phase est négligeable pour les produit fragmentés de petites tailles (poudre, liquide atomisée en spray)
b)La phase à allure constante
Le débit d’eau évaporée (CE) est à son maximum et constant ; c’est l’eau libre qui s’évapore à sa vitesse maximale (CE= cte)
Toute la chaleur amenée par l’air est utilisée pour évaporer l’eau du produit. on se trouve dans le cas où soit il y a beaucoup d’eau à la surface du solide soit la diffusion de l’eau de l’intérieur du solide vers la surface est suffisamment rapide.
Durant cette phase on considère que le séchage s’effectue de manière
adiabatique car il n’y aucun échange de chaleur avec l’extérieur. La chaleur latente de vaporisation de l’eau est entièrement fournie par le refroidissement de l’air chaud.
Le processus s’effectue donc à enthalpie constante. L’air chaud dans le diagramme de l’air humide va donc évoluer sur une isenthalpe (droite de saturation adiabatique) :
la chaleur perdue par refroidissement est entièrement compensé par l’apport de l’enthalpie de la vapeur d’eau composée d’un terme du à sa formation par évaporation et d’un terme beaucoup plus faible du à son réchauffement (l’échauffement du solide est négligeable dans cette phase si les températures de l’air ne sont pas trop élevées).
L’évaporation intense de l’eau du produit rafraichit sa surface (la couche de vapeur d’eau constitue une sorte de bouclier thermique) et la ramène à la température du thermomètre humide de l’air. Pendant cette période la température du solide reste constante et égale à la température humide de l’air.
c)La phase à allure décroissante
On voit que le débit d’eau évaporée (CE) diminue, car l’eau qui reste est de plus en plus difficile à évaporée (eau de plus en plus liée) ;
La température de surface du produit augmente et se rapproche de la température sèche de l’air.
Il faut faire attention à protéger les produits thermosensibles pendant cette phase (augmenter l’humidité de l’air de séchage et baisser la vitesse et la température de l’air pendant cette phase où l’aw est faible…)
La circulation à contre-courant est efficace au niveau énergétique, mais risquée pour les produits thermosensibles ,car le produit en fin de séchage (faible aw) n’est plus protégée par une évaporation intense de l’eau, et la température de surface se rapproche de la la température sèche de l’air !
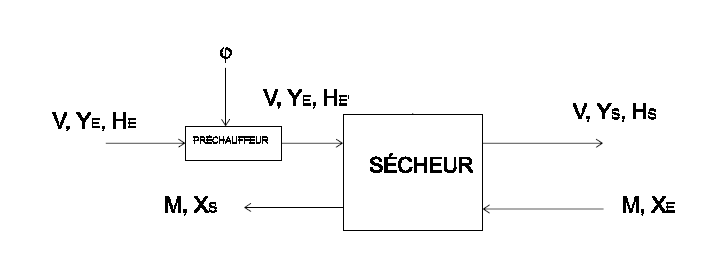
L’air entre à un débit massique (V) avec une humidité absolue (Ye) et une enthalpie (He) ; il est réchauffé (enthalpie H ‘e > He) puis envoyé sur le produit. Il se charge de l’humidité du produit et ressort avec une humidité plus grande (Ys) et une enthalpie Hs peu différente de l’enthalpie qu’il avait à l’entrée (He) car le séchage peut être considéré comme isenthalpique.
Le produit humide entre dans le séchoir à un débit massique (Me) et une humidité (Xe) ; il ressort sec à un débit plus faible (Ms) avec une humidité résiduelle plus faible (Xs)
a)Bilan Matière
Permet de déterminer la capacité évaporatoire du séchoir (CE ) c’est-à-dire le débit d’eau évaporée du produit (en kg ou tonne d’eau par heure)
Le bilan matière sur l’eau permet notamment de déterminer le débit d’air sec permettant d’éliminer 1 kg d’eau :
On appelle M le débit de Matière sèche du broduit ;
M . XE + V . YE = M . XS + V . YS
donc si on note CE le débit massique d’eau évaporée qui est encore appelée capacité évaporatoire du séchoir (CE), on obtient :
du côté produit : CE= Me - Ms = M . ( XE - XS )
du côté de l’air : CE = V . ( YS - YE )
d’où :
M . ( XE - XS ) = V . ( YS - YE ) = CE
Ceci revient à dire que l’eau enlevée à la matière à sécher a été éliminée par l’air.
D’où pour éliminer 1 kg d’eau, il faut utiliser 1 / (YS - YE )kg d’air sec
et 1 kg d’air sec permet l’élimination de (YS - YE )kg d’eau.
Activité 2
On considère le séchage étudié dans l’activité 1
1- déterminer la différence d’humidité absolue Delta na existant entre l’air usé (C) et l’air neuf (A)
2- En déduire la capacité évaporatoire(CE) du séchoir pour un débit d’air sec de 1000 kg/h.
Activité 3
L’installation de séchage décrite ci après est à double étage : elle est constituée d’une tour d’atomisation couplée à un lit fluidisé.
Après avoir subit une pasteurisation suivit d’une évapo-concentration, le lactosérum obtenu est à une concentration de 32% de MS ; il alimente la tour d’atomisation à une température de 80 °C et à un débit horaire de 2 tonnes / h .
De l’air ambiant à 20 °C et d’humidité absolue 0,005Kg d’eau /Kg d’air sec, est envoyé dans la batterie de chauffage électrique (absence d’humidification) pour ressortir à 205°C et alimente la tour à un débit que vous déterminerez ; l’air usé ressort de la tour à 90 °C avec une humidité de 0,048 kg d’eau / kg d’air sec.
L’installation (tour + lit fluidisé) a une capacité évaporatoire globale de 1322 Kg / h.
Questions :
1- Justifier l’intérêt de la pasteurisation subit par le lactosérum à 5.5 % de MS avant la déshydratation.
2-Quels sont les intérêts de concentrer le lactosérum avant le séchage ? (la concentration n’a pas eu lieu sur le même site)
3- L’activité de l’eau (aw) du lactosérum a évolué de la façon suivante pendant sa transformation :
[/ aw (lactosérum 5.5%MS) = 0.99
aw (lactosérum 32%MS) = 0.80
aw (lactosérum poudre) = 0.10/]
Après avoir expliquer la différence entre aw et teneur en eau, expliquer l’intérêt de cette évolution d’aw.
4- Pourquoi le lactosérum ne risque -t- il pas de dégradation thermique au contact d’air à 205°C. Argumenter.
5- Le débit de poudre sortant de la tour d’atomisation a une concentration en matière sèche de 92%. Calculer le débit de cette poudre sortant de la tour d’atomisation grâce à un bilan matière. (1° étage) Réponse (choisir parmi les suivantes : 70 t/h ; 700 kg/h 0.8 t/h ; )
6- Calculer l’humidité de la poudre (en g d’eau / 100 g de MS) sortant du lit fluidisé (2°étage) Réponse (choisir parmi les suivantes : 5.3% 7 % ; 0.5% ; )
7- Placer les différents points de l’air de la tour sur le diagramme de Mollier. Le séchage est -il adiabatique ?Justifier la réponse .
8- Calculer le débit d’air à 205°C à envoyer dans la tour d’atomisation. Réponse (choisir parmi les suivantes : 1.5 t/h 14.9 t/h ; 1500 t/h ; )
Activité 4
Lors de la préparation de saumon fumé, après les opérations de filetage suivi du salage, les filets de saumon sont séchés avant d’être fumés.
On veut sécher 400kg de filets de saumon à 70% d’humidité (0.70kg d’eau / kg de matière humide) en 4 heures. L’air utilisé a une température de 26°C et une humidité relative égale à 55%. Le débit d’air sec est de 3000kg d’air sec / heure. Au terme du séchage, les 400 kg de filet ont perdu 9% de leur poids. Questions :
1- Calculez l’humidité finale du produit en % (en kg d’eau / 100kg de matière humide) (réponse : à choisir parmi : 63.7% ; 67% ; 69%)
2- Calculez la capacité évaporatoire du séchoir. (en kg d’eau / h) (réponse : à choisir parmi : 9 kg/h ; 12 kg/h ; 19 kg/h)
3- En vous aidant du diagramme de Mollier, calculer l’humidité absolue de l’air de sortie (en kg d’eau /kg d’air sec) (réponse : à choisir parmi : 0.013 kg d’eau/kg ; 0.01 kg d’eau/kg ; 0.015 kg d’eau/kg)
4- Sachant que l’air usé (point S) sortant du séchoir a une température de 20°C, vous placerez les points d’entrée (point E) et de sortie (S) sur le diagramme de Mollier de l’air humide. Vous justifierez s’il s’agit d’un séchage adiabatique ou non.
b)Bilan thermique
Un cas d’étude intéressant concerne le séchage par convection dans la phase de vitesse constante. Si on se place dans l’hypothèse d’un processus adiabatique, on admet alors qu’il n’y a pas de pertes thermiques et que le solide ne subit aucune variation de température entre l’entrée et la sortie du sécheur.
Dans ce cas, la phase dans le sécheur proprement dit est adiabatique et le seul apport d’énergie est la puissance thermique au préchauffeur ?qui permet la vaporisation d’un débit massique d’eau CE. L’air humide « évoluant » sur une isenthalpe pendant ce séchage, on a :
HS = HE’
On en déduit :
P= V . (HE’ - HE)
Dans ce cas la chaleur à fournir au préchauffeur pour vaporiser 1 kg d’eau est appelée CES (Consommation Énergétique Spécifique) en Kj/Kg d’eau évaporée) est :
La classification des appareils peut s’effectuer suivant le procédé (continu,
discontinu), le mode de séchage (convection, conduction, rayonnement,
lyophilisation), ou le type de produits traités (solides en blocs, poudre, pâte , pulpe, film...).
On signalera que l’utilisation d’un procédé continu se fera préférentiellement
dans le cas d’une fabrication importante. Les sécheurs discontinus présentent
l’inconvénient majeur d’entraîner un coût énergétique supplémentaire à chaque fin
de cycle.
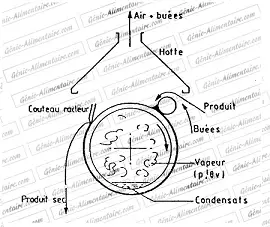
a) les sécheurs à cylindres
ils sont constitués d’un ou deux cylindres creux animés d’un lent
mouvement de rotation et chauffés à l’intérieur par un fluide caloporteur (vapeur).
La
matière à sécher est déposée à la surface du cylindre et encollée à l’aide de cylindres satellites qui servent aussi à réduire l’épaisseur du produit.
Ils conviennent pour les produits
pâteux tels que les fruits & légumes réduits en purée, les liquides concentrés .
Exemple de produits : purée de pomme de terre, purée de fruits ou légumes, fécule de pomme de terre, amidon pré-gélatinisé, lait, baby food,...
Caractéristiques : séchage continu par conduction.
Remarque : ce procédé peut être utilisé pour fabriquer de la poudre de lait qui ainsi fabriquée porte le nom de poudre de lait « hatemaker » qui est très apprécié par l’industrie de la chocolaterie, car ce produit a subi un traitement thermique poussé contrairement à la poudre de lait classique dite spray (voir atomisation).
Exemple de la fabrication de flocons de pomme de terre (purée déshydratée) ; temps de séjour du produit= 20 à 30 secondes ; Température de la surface du cylindre : 140 °C environ ; humidité résiduelle des flocons : 5 à 6%.
Le produit est posé ou accroché sur des chariot traversé par le courant d’air chaud et sec qui arrive par des tuyères disposés sur le plafond. L’air usé chargé de l’humidité du produit est repris par le plafond pour être recyclé.
Voir figure ci-dessous qui illustre le cas des cellules de séchage de saucissons ou jambons crus.
Ce séchoir convient pour des poudres divisées ou des flocons de céréales qui
sont placées sur un support poreux. Un courant d’air chaud et sec est soufflé sous la couche de matière qui est mise en suspension dans le courant d’air, et un lit fluidisé s’établit ; les échanges thermiques sont alors intenses et l’efficacité du séchage est très grande. De plus cela permet d’éviter que les particules ne se collent entre elles !
Voir l’animation suivante très interresante
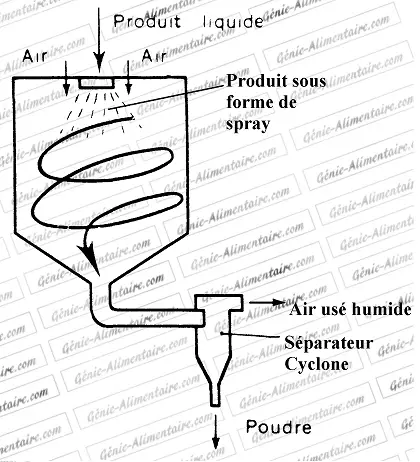
d) Sécheur par atomisation
1- Principe
Lors de la déshydratation par atomisation, le liquide est pulvérisé en fines gouttelettes, dans une enceinte cylindrique verticale (appelée tour qui peut atteindre 20 m de hauteur) au contact d’un courant d’air chaud et sec afin d’évaporer l’eau. La poudre obtenue est entrainée par le flux d’air usé jusqu’à un cyclone ou un filtre à manche qui vont séparer l’air de la poudre.
2- Pulvérisation (ou atomisation)
Le principe de ce séchage réside dans le fait qu’on parvient à augmenter la surface spécifique de contact du produit liquide avec l’air en le pulvérisant sous forme de spray ; la poudre obtenue par ce type de séchage est d’ailleurs appelée « spray »
Il existe trois technologies différentes de pulvérisation :
• Les turbines centrifuges : Le liquide est amené au centre d’une turbine entraînée par l’intermédiaire d’engrenages. Le liquide soumis à la force centrifuge est éjecté en fines gouttelettes.
• Les buses sous pression de liquide : la pulvérisation est effectuée par le passage du liquide à travers un orifice, l’énergie de dispersion étant apportée par le liquide lui-même, véhiculé sous pression .
• Les buses bifluide : le liquide est alimenté à une pression relativement basse. La dispersion en gouttelettes se fait par un jet d’air comprimé à haute vitesse (procédé intéressant pour les produits comme le lait qui ne tolère pas de forte pression).
Voir l’animation suivante :
3- Association avec un lit fluidisé
Un lit fluidisé (interne ou extern à la tour d’atomisation) est souvent associé. Il permet de refroidir la poudre et d’économiser de l’énergie. En effet, l’augmentation de l’extrait sec (ES) au-dessus de 90 % demande une consommation importante d’énergie dans la tour de séchage pour évaporer l’eau. En ajoutant un lit fluidisé, c’est ce matériel, qui consomme moins d’énergie, qui permet d’augmenter l’ES.
4- Produit séché par atomisation :
Le lait en poudre (air entre 200°Cet 250°C ; humidité résiduelle autour de 5%),lactosérum, le café soluble, boissons…
Exemple de process de fabrication de lait en poudre :
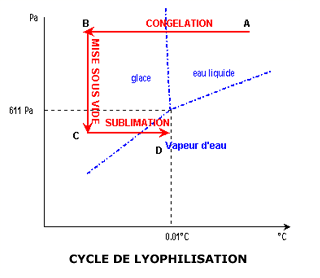
L’eau est éliminée par sublimation : il faut donc passer par une étape de congélation. L’eau devenue glace se transforme en vapeur (sans passer par l’état liquide) dans des conditions précises de température et de pression ( (-20°C et sous vide proche du 0 bar ) suivant le diagramme de changement d’état de l’eau .
Quelle différence entre le séchage et la lyophilisation ?
• Les étapes
Congélation du produit à –20°C : on travaille en général sur des produits pré-concentrés afin de réduire la teneur en eau à éliminer, car le coût du traitement est proportionnel à la quantité d’eau éliminée. Exemple : cryoconcentration sur le café ou les jus de fruits.
Mise sous vide du lyophilisateur.
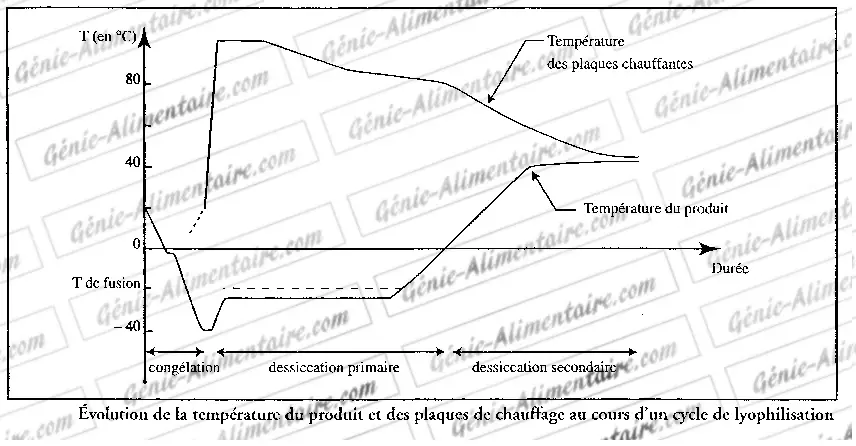
Sublimation : la vapeur d’eau est éliminée au fur et à mesure. On parle de « dessiccation primaire » qui se produit vers - 20 °C.
Désorption : l’évaporation sous vide se poursuit pour éliminer ce qui reste en eau fortement liée. On parle de « dessiccation secondaire ». La température remonte à +30 + 40 °C.
Cassage du vide pour revenir aux conditions ambiantes.
• Intérêts / limites
On obtient une très bonne qualité gustative des produits car il n’y a que l’eau qui est partie : ceci est marqué sur le café, si on compare du « café soluble atomisé » avec du « café lyophilisé ».
Le coût est très élevé car le procédé nécessite beaucoup d’énergie et est très long.
C’est pourquoi son usage est réservé aux produits « chers », comme le café ou les plats préparés cuisinés « de l’extrême » pour les sportifs de hauts niveaux (montagne, désert ou bateau).
• Procédé industriel
Procédé industriel de lyophilisation
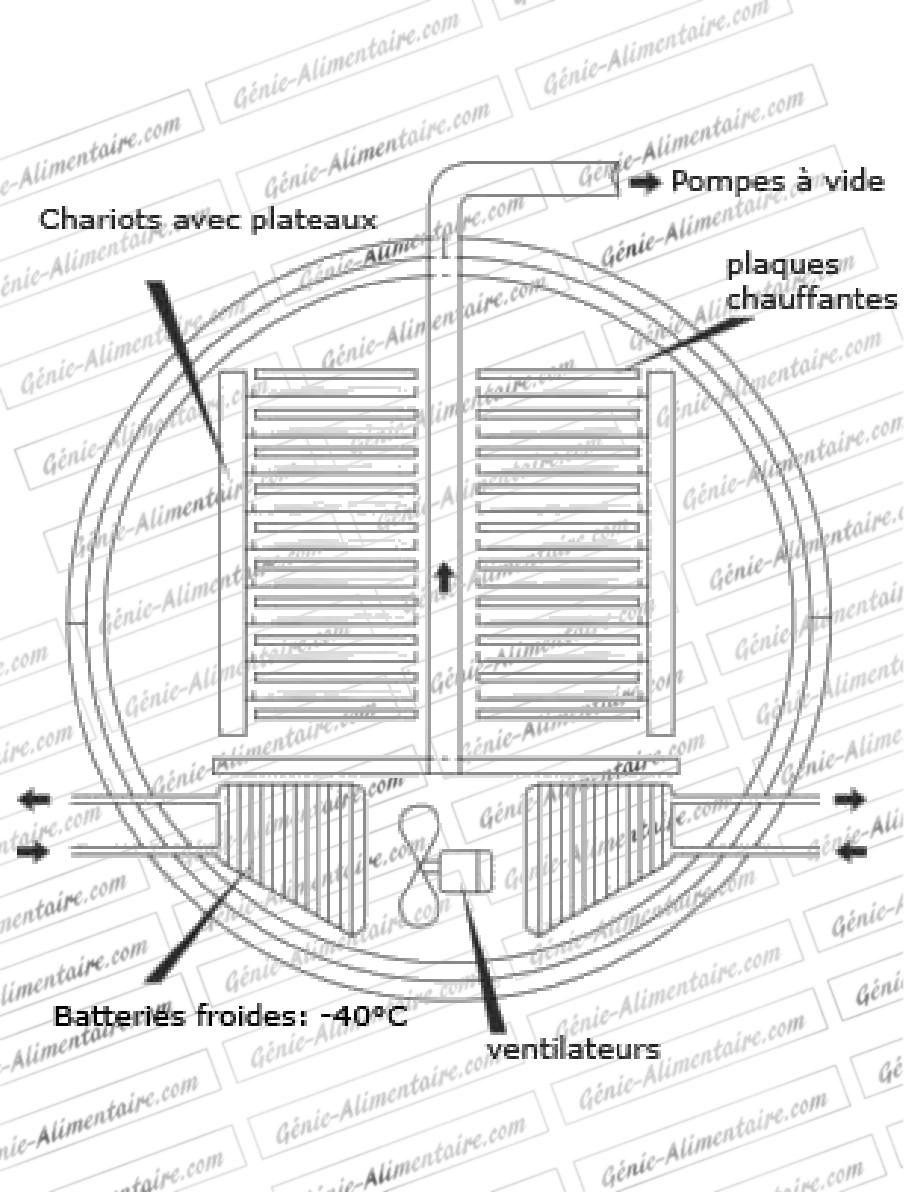
L’appareil est un tunnel de 3 m de diamètre et 12 m de longueur. Le procédé peut être présenté en deux étapes.
La congélation du produit, de 10 à 15 mm d’épaisseur maximum, placé sur des plateaux, se fait par brassage de l’air froid créé par des batteries à - 40 °C, puis l’enceinte est mise sous pression réduite au moyen de pompes à vide.
Les plaques chauffantes situées entre les plateaux, sont parcourues par un fluide caloporteur à 80 à 90 °C. La vapeur d’eau (à -20 °C) se forme et va se condenser sur les batteries à - 40 °C et les recouvrir de glace. Des chariots porte-plateaux facilitent la manutention.
La plus grande partie de l’eau est extraite par sublimation : passage de l’état de glace à l’état de vapeur.
Actuellement, on réalise principalement la lyophilisation des champignons, celle des aromates, légumes, jus de fruits, café, thé, D’autres produits alimentaires, tels que viandes et produits de la pêche, sont lyophilisés en quantité très faible, leur consommation trop limitée ne justifie pas une production à l’échelle industrielle dans tous les pays.
II faut 15 à 20 heures pour traiter 2,5 tonnes de produit (faible productivité).
Du fait de la très faible teneur en eau de l’aliment déshydraté, la croissance des micro-organismes est stoppée, l’activité enzymatique du milieu est fortement ralentie, de même que les réactions d’hydrolyse, le brunissement enzymatique et l’oxydation des lipides.
Cependant, les produits déshydratés ne sont pas stériles, et toute réhydratation accidentelle sera néfaste, voire dangereuse. Le conditionnement dans un matériau étanche à la vapeur d’eau est conseillé.
Néanmoins, les barèmes temps-températures des opérations de déshydratation ne sont pas suffisants pour détruire les micro-organismes. La déshydratation n’a pas d’effet pasteurisateur, encore moins strérilisant. Ce n’est pas une opération d’assainissement. Il convient donc de bien respecter l’hygiène de fabrication, la contamination initiale et éventuellement d’associer dans le process une opération d’assainissement (souvent pasteurisation)
a). Certaines réactions se produisent en cours de déshydratation
Elles retentissent sur les qualités organoleptiques, nutritionnelles, ou même fonctionnelles des protéines que contient l’aliment (le pouvoir de foisonnement du blanc d’œuf est diminué lors de séchage par atomisation).
Ces réactions peuvent être : évaporation de substances aromatisantes volatiles, oxydation des pigments, brunissement enzymatique, dénaturation des protéines, gélatinisation des grains d’amidon, brunissement non enzymatique par réaction de certains acides aminés (dont la lysine) avec divers composés carbonylés tels sucres réducteurs, vitamine C. Il en résulte une moins bonne assimilation de la lysine, acide aminé essentiel et la formation de composés aromatisants plus ou moins souhaitables.
L’oxydation des lipides et des pertes partielles des vitamines sensibles à l’oxy¬dation (C et A) ou à la chaleur (B1) se produisent aussi.
Cependant, une déshydratation bien conduite altère peu les propriétés nutritionnelles. Des analyses de laits écrémés totalement déshydratés montrent que la valeur biologique du lait est peu affectée et que les pertes en vitamines C et Bl sont respectivement de l’ordre de 30 et 10 %. Les pertes en vitamines sont moins importantes que lors de la stérilisation du lait en récipients.
Soumis à la déshydratation, un aliment se contracte et ceci d’autant plus que la déshydratation est lente. Par contre, si la déshydratation est rapide, une couche rigide se forme à la surface de l’aliment et va déterminer la forme et le volume définitifs du produit. À l’intérieur, suite à la déshydratation, la structure devient poreuse. Ces produits se réhydratent donc facilement, mais possèdent l’inconvénient d’être plus sensibles à l’oxydation et de présenter un volume coûteux au stockage.
b). Certaines réactions se produisent au cours de l’entreposage
Les réactions d’oxydation et de brunissement non enzymatique ( Maillard) peuvent se poursuivre au cours de l’entreposage ainsi que l’action de certaines enzymes.
Ces dernières peuvent être inhibées par le blanchiment préalable des légumes. L’addition de certains additifs, tels les dérivés du dioxyde de soufre, peut limiter le brunissement non enzymatique ou les réactions d’oxydation. Le conditionnement étanche sous vide ou sous atmosphère modifiée, en limitant l’oxydation, prolonge la durée de vie des aliments déshydratés, d’autant qu’il protège de toute réhydratation.
L’azote, substitué à l’oxygène dans l’emballage avant fermeture, permet une meilleure stabilité des pigments et des arômes. Inerte, inodore et peu soluble dans l’eau et les lipides, l’azote évite donc toute rétraction de l’emballage. On peut ainsi tripler, voire quadrupler, la durée de vie des flocons de pommes de terre, légumes déshydratés, graines oléagineuses stockées à température ambiante.
Un matériau d’emballage opaque à la lumière, une température d’entreposage maximale de 25 °C, voire 10 °C, conservent aux produits déshydratés leurs qualités alimentaires jusqu’à la date limite d’utilisation optimale (DLUO).
BIBLIOGRAPHIE
On pourra consulter les ouvrages suivants dont certaines figures ont été adaptées :
Technologie Génie Chimique (ANGLARET - KAZMIERCZAK) Tomes 2 et 3
Techniques de l’ingénieur : articles relatifs au séchage
Les opérations unitaires du Génie Industriel Alimentaire, M. MAFART
Portfolio
Le BTSa BioQualim des Sardières (voie scolaire)
Le BTSA BioQualim des Sardières te forme pour apprendre à produire les aliments de demain en minimisant notre impact sur l’environnement. Le lycée des Sardières est une formation publique, semestrialisée, qui grâce à son ouverture internationale te permet de découvrir le monde (Italie, Inde et Québec)