Le saucisson sec

Le saucisson sec

Le saucisson sec est un produit cru, haché, stabilisé par acidification et déshydratation ; il s’agit donc d’un produit fermenté dont la flaveur caractéristique apparaît progressivement en cours de séchage – affinage.

Le produit frais haché (mêlée), dont la teneur en lipides avoisine
20 à 22 %, est embossé sous boyau naturel, artificiel ou synthétique
dont le calibre est fort variable (de 20-22 mm à plus de 100 mm). Par
la suite, un processus d’acidification – séchage permet d’obtenir le
produit stabilisé sec dont l’activité de l’eau Aw finale se situe, généralement, entre 0,85 et 0,90.
Il est composé de viande maigre & grasse généralement de porc, et assaisonné de sel, de nitrite (conservateur), et d’autres ingrédients, épices et arômates.
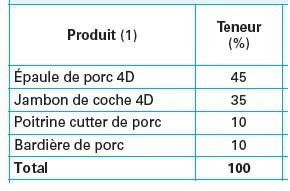
On prendra l’exemple d’un saucisson sec, de qualité ménage pur
porc, d’environ 500 g frais, à 18 % de lipides environ.

Maigres
Il s’agit essentiellement de maigres de porc et/ou de coche (mère
du porc charcutier).
Les pièces anatomiques utilisées sont essentiellement :
— l’épaule 4D ;
— la pointe de longe ;
— le jambon, la longe et, plus rarement, l’épaule (trop tendineuse)
pour la coche.
Gras
En France, les gras à saucisson sec sont presque toujours des
gras à structure compacte, d’aspect ferme : bardière, gras de couverture de jambon ou d’épaule, etc.
Minerais composites
L’exemple type en est, bien évidemment, la poitrine (alternance
de couches maigres et grasses) dont la proportion en maigre ou
gras peut varier de 1/3 à 2/3 selon le type d’animal (coche ou porc)
et l’état d’engraissement de ce dernier.
En dehors de la poitrine, signalons les trimmings (parures des
pièces de découpe du porc, le plus souvent) dont le pourcentage en
gras est généralement élevé.
Ingrédients & additifs
21- Réception- Agréage des viandes
La viande maigre (jusqu’à 2/3 de la viande totale) et la viande grasse sont souvent reçues congelées.
Leur qualité est néanmoins contrôlée.
- type d’animal : porc, coche ;
- site anatomique ;
- absence de verrat (odeur sexuelle) ;
- contrôle visuel de la fraîcheur ;
- température à réception ;
- degré de parage (3D, 4D, éventuellement : taux maximal de lipides) ;
- contrôle visuel du dénervage (éventuellement : taux maximal de collagène) ;
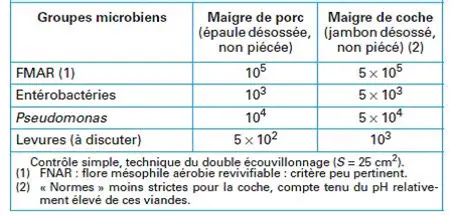
- pH dans certains cas (maigres de coche utilisés seuls) ;
- absence d’antibiotiques, notamment pour la coche.
22- Hachage des viandes

On hache le maigre et le gras ensemble ou non ; puis on ajoute les différents ingrédients et additifs.
La température pendant le hachage doit être proche de 0°C (-5 à -1°C)et ne doit pas être supérieure à +4°C, +5 °C pour éviter un farcissage excessif (libération et fonte des gras qui vont empêcher la solubilisation des protéines, altérant la cohésion des grains...)
On peut utiliser 2 types de matériels : le hachoir (gros hachage > à 8 mm) ou le cutter (salamis)
23- Malaxage
La viande hachée est ensuite malaxée dans un pétrin en présence des ingrédients et additifs.
le plus souvent, il s’agit de malaxeurs à pales (reproduisant le travail manuel réalisé, autrefois, à l’aide de pelles) qui altèrent peu le grain (peu d’abrasion). Sous vide ou non, le malaxeur permet de réamalgamer les grains entre eux, sans altération importante. Il améliore également la solubilisation des protéines salinosolubles en surface des grains (collage ultérieur).
Suite à cet ensemble, la pâte obtenue est transférée directement
ou après repos dans le poussoir. La pâte peut, par exemple, être
stockée en bacs « Europe » de 200 kg à 0 °C, pendant 24 à 48 h, ce
qui accentue sa liaison.
24- Le poussage ou embossage

Le poussoir travaille presque toujours en continu et sous vide. Le
vide est fondamental pour désaérer la pâte. Il s’agit, le plus souvent,
de systèmes à palettes qui font passer, via le cornet, la pâte dans le
boyau.
Il existe plusieurs types de boyaux :
- naturel (intestin de porc)
- artificiel (reconstitué à partir de fibre animal)
- synthétique (cellulosique ou plastique)
Ensuite, le boyau rempli est refermé soit par clippage, soit par une ficelle (manuellement ou à l’aide d’une machine). Dès lors, le produit
embossé peut subir les opérations suivantes de fleurage artificiel.
(trempage, douchage, brumisation) à l’aide d’une suspension de
moisissures ou de moisissures-levures.
Ensuite le produit est suspendu sur des cadres pour être égouttés et passe à l’étape d’étuvage.
25- L’étuvage

C’est une phase essentielle et délicate qui va conditionner la bonne réussite de toute la fabrication ; c’est dans cette phase que vont s’amorcer tous les phénomènes physico-chimiques et biologiques responsables de la bonne maturation du saucisson. Un étuvage bien conduit fait gagner 25% sur toute la durée de la fabrication !
L’étuvage a 5 objectifs essentiels :
- La dessiccation
Pendant cette phase le saucisson va perdre de 8 à 12 % de son poids en eau en 48 - 72 H ;
La vitesse d’évaporation va être fonction des caractéristiques de l’air :
- température : 20°C<T<28°C : au delà de 28°C il y a fusion des gras
- Humidité Relative : %HR/100 < Aw en surface du produit (avec un écart de 5 %) ;
en général %HR = 75 à 90%HR - Vitesse de l’air : 0.1m/s < v < 0.5 m/s ;
- Chargement de l’étuve : 100 à 150 kg/m3.
- Le développement microbien
L’équilibre fermentaire va se développer pendant cette étape ; c’est vers 25°C qu’a lieu l’explosion microbienne ;
L’équilibre entre la teneur en sucres et l’ensemencement en ferments va conditionner la vitesse d’acidification.
- Développement de la couleur et de l’arôme :
La température va favoriser le développement des microcoques qui sont responsables de la réduction des nitrates en nitrite ;
les nitrites sont alors réduits en NO grâce aux conditions de la mêlée qui devient acide et réductrice ; le NO se fixe alors sur la myoglobine pour former un pigment relativement stable : la nitrosomyoglobine.
Les composés aromatiques (ac aminés libres, polypeptides, ac gras libres...) sont le résultats de réactions biochimiques (ex : protéolyse enzymatiques, hydrolyse des lipides) activées par la température.
- Développement de la flore externe :
Le pénicillium qui a été déposé à la surface du saucisson pendant l’étape du fleurage va se développer. La température d’étuvage, la vitesse d’évaporation, l’humidité vont conditionner l’importance du développement (le pénicillium ne doit pas gêner la sèche !).
- Liaison de la pâte ou prise de main :
Cette liaison de la pâte va dépendre de 2 phénomènes qui se succèdent :
- la solubilisation des protéines salinosolubles qui débute pendant l’égouttage et qui se poursuit pendant l’étuvage.
- la coagulation de ces protéines exsudées grâce à l’acidification du milieu ; le gel est ainsi formé !
26- Le Séchage

C’est la dernière étape de fabrication qui suit directement l’étuvage. Les objectifs sont identiques à ceux de l’étuvage, mais les phénomènes sont beaucoup plus lents du fait d’une température plus basse.
- Dessiccation : Le saucisson continue à perdre de l’eau, jusqu’à 30% (voire 40%) de son poids initial, toujours en atmosphère conditionnée
Les conditions de séchage sont constantes pendant toute la durée de sèche : - T=12-13°C ;
- HR=75-85%HR (juste en dessous de l’aw su saucisson) ; 0.025m/s < v < 0.1 m/s
- durée variable selon le diamètre du saucisson : 15 j (baton) à 75 j (gros)
Ainsi, l’activité de l’eau (aw) (à cœur ou en surface), prend les valeurs ci-après :
— frais (embossage) : 0,95 à 0,97 ;
— étuvé : 0,92 à 0,94 ;
— affiné : 0,87 à 0,90.
Il s’agit d’un aspect essentiel de l’évolution du saucisson sec : l’acidification lors des phases chaudes (étuvage). On assiste donc à une production importante d’acides organiques dont, essentiellement, l’acide lactique.
Nous ne développerons pas ici les différentes voies fermentaires, mais nous signalerons néanmoins que la voie homofermentaire (plus de 90 % d’acide lactique) doit être prépondérante, ce qui nécessite au départ de limiter au maximum la flore d’altération (entérobactéries, Pseudomonas, lactobacilles hétérofermentaires, etc.). En effet, les micro-organismes conduisent à la production d’autres acides organiques (acétique, formique, etc.) mais aussi de gaz (CO2, H2) et d’alcools (éthanol ; 2,3-butanediol).
Équation de la fermentation lactique :
Evolution du pH (acidité)
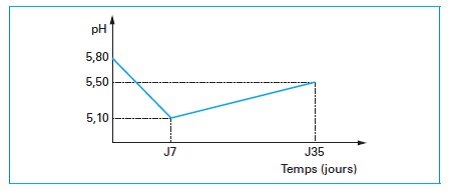
Des lactates (L et D) sont produits en assez grande quantité avec abaissement du pH.
Le stade « pH minimal » peut être très variable selon la nature et la quantité de sucres utilisés, les températures adoptées, etc.
De façon concomitante, les levures du milieu (environ 10 000/g) métabolisent les lactates d’où une remontée de pH jusqu’à la consommation du produit (épuisement des sucres ou fermentation très ralentie, voire stoppée).
Les microorganismes intervenant dans lors de l’étuvage et de l’affinage :
41-Bactéries à pouvoir acidifiant
Deux familles sont concernées :
- Lactobacillaceae, genre LactobacillusL. carnis, L. curvatus ,L. casei subsp. pseudoplantarum,L.pentosu, L. plantaru, L. sake ;
- Streptococcaceae, genre Pediococcus : P. acidilactici, P. pentosaceus.
L’action acidifiante (cinétique et intensité) est variable d’une souche à l’autre mais dépend aussi des conditions de milieu (nature et dose des sucres apportés ;
- température d’étuvage ;
- Awinitiale ;
- présence de composés activateurs ou inhibiteurs, entre autres.
42-Levures à pouvoirs neutralisant et aromatisant
Actuellement, peu de souches sont utilisées en association avec les familles précédentes. Signalons
Debaromyces hansenii et Candida famata
.
Les levures sont capables d’utiliser les acides organiques du milieu et, de ce fait, de diminuer le goût acide et/ou piquant du produit. Par ailleurs, leur très grande activité lipolytique peut contribuer
à améliorer l’arôme du saucisson en fin de séchage.
De façon concomitante à cette acidification, la flore indésirable d’altération disparaît (plus ou moins rapidement, néanmoins) et, ultérieurement, lorsque le degré de séchage s’élève, la flore pathogène, éventuellement présente (Listeria monocytogenes, Salmonella...) régresse considérablement pour disparaître, ensuite, lors d’un affinage prolongé : on peut donc parler de stabilisation microbiologique et de sécurité sanitaire (« produits sûrs »).
43-Bactéries à pouvoir réducteur et aromatisant
Il s’agit de deux genres de la famille des Micrococcaceae
:
- genre Micrococcus : Micrococcus varians, etc. ;
- genre Staphylococcus : S. carnosus,S. saprophyticus,S. warneri,S. xylosus,S. simulans, etc.
Tous ces micro-organismes, grâce à leur enzyme « nitrate réductase », améliorent la formation de la couleur. Ils détruisent aussi les peroxydes d’hydrogène produits par les lactobacilles, ce qui évite la formation de pigments verts (cholemyoglobine).
De plus, leurs activités protéolytiques (+/ ?) et lipolytiques (+) contribuent largement à l’acquisition de la flaveur typique du saucisson sec.
Références bibliographiques :
- L’encyclopédie de la charcuterie. Ed. Soussana
- Les Techniques de l’ingénieur:Produits de charcuterie - Saucisson sec- Georges SOLIGNAT vol. f5607
{kind=link}