Améliorer vos performances !
Le taux de rendement synthétique (TRS), le SMED, le chantier « Kaizen »

Une fois que vos besoins matières sont calculés et que vos ressources sont prêtes, il vous reste à garantir vos performances ! Pour cela il faut les mesurer. Le meilleur outil de mesure s’appelle le TRS (taux de rendement synthétique) ; cet indicateur s’exprime en % et permet de donner une mesure globale des gaspillages qui peuvent s’expliquer par la disponibilité des machines, des problèmes qualité, ou un manque d’approvisionnement. Nous allons apprendre à le calculer, cela nous permettra de prioriser les actions de progrès.
Le 1er type d’amélioration est le type SMED (Single Minute Exange of Die) ou changement de série en moins de 10 minutes. En effet le gaspillage le plus courant est le changement de version qui permet de répondre aux exigences de personnalisation des clients. C’est le temps perdu sur une machine pour passer d’une pièce A à une pièce B ou d’une voiture rouge à une voiture grise. Les séries étant de plus en plus courte, les changement de séries sont de plus en plus fréquentes, ce qui rend cette méthode SMED indispensable. Elle consiste à isoler et étudier chaque tache de l’opération pour limiter le temps perdu.
Ensuite nous étudierons des techniques très utiles au quotidien : le suivi de la qualité par les cartes de contrôles, l’autocontrôle au poste, l’auto-maintenance, et le Poka Yoké ou détrompeur qui est un mécanisme qui permet d’éviter une erreur de montage.
Nous allons décrire les outils et méthodes de base pour vous permettre d’entrer dans le cercle vertueux dont on vient de découvrir les avantages : gagner du temps en réduisant les gaspillages. Tout d’abord, il faut connaître et suivre ses performances pour résoudre les problèmes les plus critiques.
1- Évaluez votre performance avec l’indicateur TRS
Les indicateurs de performance sont nombreux, mais il n’y en a qu’un qui englobe les autres : le taux de rendement synthétique (TRS).
Taux : il s’exprime en %, donc est compréhensible par tous.
Rendement : il est une image de la performance. Très intéressant quand il s’agit de mesurer les progrès suite à un plan d’action.
Synthétique : il englobe toutes les défaillances des services de l’entreprise.
Le TRS exprime le pourcentage de temps de production pendant lequel on fabrique des pièces conformes à la cadence nominale.
Si je vous dis qu’un équipement à un TRS de 70 %, vous comprenez qu’il a une marge de progression de 30 % théoriquement. Cette marge est la capacité gaspillée.
C’est comme si vos moyens de production avaient des fuites !
Mais qu’y a t-il dans ces gaspillages ? Quelles sont les actions à entreprendre pour progresser ?
11- Le calcul du TRS
| Il existe 3 types de gaspillages : | Il se calculent indépendamment par : |
|---|---|
| 1. Les arrêts de production | 1. Le taux de marche : TM |
| 2. Les ralentissements de cadence | 2. Le taux de performance : TP |
| 3. Les produits non conformes | 3. Le taux de qualité : TQ |
Tous ces gaspillages se mesurent en temps perdu. Ce qui nous amène à définir les temps.
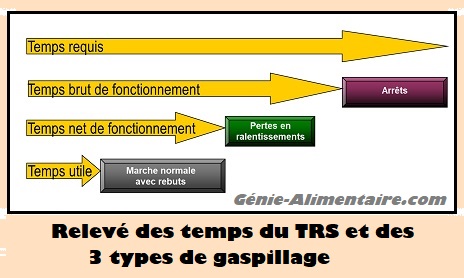
Le TR, temps requis, est donné sur l’ordre de fabrication, OF.
Le TbF, temps brut de fonctionnement = TR - temps d’arrêts.
Le TnF, temps net de fonctionnement = nombre de pièces produites x temps unitaire nominal.
Le TU, temps utile = nombre de pièces OK x temps unitaire.
Les 3 taux se calculent comme suit :
• taux de marche = Temps requis Temps brut de fonctionnement = TR / TbF ;
• taux de performance = Temps net de fonctionnement Temps brut de fonctionnement = TnF / TbF ;
• taux de qualité = nombre de pièces OK nombre total de pièces produites.
Le TRS est le produit des 3 taux :
Mais aussi plus simplement :
C’est à dire le rapport entre le temps produisant de la valeur ajouté à pleine cadence et le temps alloué pour ce travail.
12- Exemple
Prenez l’exemple d’une production de bouteilles :
• le temps de production demandé, c’est à dire l’OF (ordre de fabrication), est de 7 h ;
• au cours des 7 h, la production subit 1 h d’arrêt ;
• la quantité produite est de 300 bouteilles, dont 6 non conformes ;
• la transformation de granulés plastique en bouteille doit prendre 1 min : c’est la cadence nominale.
Le rendement est-il correct ? Sinon, quelles sont les marges de progression ? Et dans quels domaines ?
Réponse :
En remplissant les flèches de temps, on constate :• 7 h de temps requis ;• 6 h de temps brut de fonctionnement : 7 h - 1 h ;• 5 h de temps net de fonctionnement : 300 bouteilles x 1 min/bouteille = 300 min = 5 h ;• 6 min de temps perdu à produire des bouteilles non conformes : 6 bouteilles x 1 min.

Les 3 taux sont :
• taux de marche, TM = 6 / 7 = 0,86 = 86 % ;
• taux de performance, TP = 5 / 6 = 0,83 = 83 % ;
• taux de qualité, TQ = 294 / 300 = 0,98 = 98 % ;
• TRS =TM x TP x TQ = 70 %.
Conclusion : il y a de fortes marges de progression, en particulier dans le domaine des ralentissements de la machine (TP = 83 %).
Il a 2 grands intérêts à utiliser cet indicateur :
1. Valider les progrès obtenus par vos actions d’amélioration continue en points de TRS gagnés.
2. Donner des priorités d’action pour les améliorations futures.
2- Optimisez vos ressources avec le SMED
SMED est l’acronyme de “Single Exchange of Die”, en français : “Changement de version en moins de 10 minutes”.
En effet, des changements d’outils de 3 heures existent et sont enregistrés comme tels dans les plannings de production. Cela engendre des centaines d’heures de perte de chiffre d’affaires.
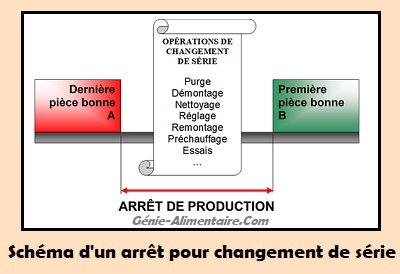
Notions d’opérations internes et externes :
• les opérations internes sont celles qui demandent obligatoirement l’arrêt de la machine : démontage, remontage ;
• les opérations externes sont celles qui peuvent être réalisées en dehors de l’arrêt : manutention outil, dépôt près de la machine, préréglage, préchauffage...
Les causes sont liées à des :
• manques de maintenance des outils ;
• manques de gestion d’utilisation des outils ;
• stockages et manutention médiocres (5S inexistant) ;
• pertes de temps en allers-retours ;
• manques de procédures de démontage-remontage ou manque de rigueur dans le suivi des procédures ;
• manques d’automatisation.
Votre groupe de travail doit chercher à poser tous les problèmes et les résoudre selon la méthode suivante :
| N° | ÉTAPES | Quoi faire ? | Comment faire ? |
|---|---|---|---|
| 0 | IDENTIFIER | Lister toutes les opérations pendant l’arrêt : déplacement, dévissage... | Filmer du début des opérations jusqu’à l’obtention d’une pièce conforme sans s’arrêter. Relever le nom des opérations et leur temps au visionnage du film |
| 1 | EXTRAIRE | Extraire toutes les opérations externalisables : manutention, stockage, recherches d’informations, programmation... | Réorganiser l’arrêt, le personnel, les surfaces d’accueil des outils (stocks et atelier). Ne pas investir à cette étape : c’est de l’organisation |
| 2 | CONVERTIR | Convertir les opérations en investissant des opérations externalisables : chauffage, fixation manuelle... | Préparer à l’avance les conditions de fonctionnement de l’outil. Standardiser les fonctions. À cette étape, il faut investir en fonction des minutes gagnées. |
| 3 | RÉDUIRE | Réduire le temps des opérations internes. | Travailler en parallèle avec 2 opérateurs, automatiser, améliorer la machine. |
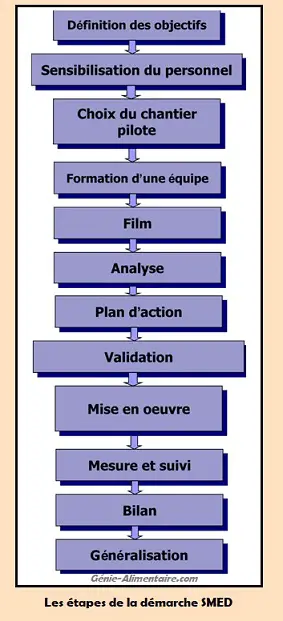
Si vous souhaitez aller plus loin, vous pouvez consulter les étapes de la démarche SMED et le résultat progressif quand cette méthode est appliquée pour réduire les temps d’arrêt.

Cas pratique :
Une société de mise en bouteilles de vin souhaite optimiser la capacité de sa ligne d’embouteillage. Le changement de format de 75 cl à 100 cl de son étiqueteuse pourrait avoir un temps réduit. Il est actuellement de ¾ d’heure. Le film du changement de format donne les temps opératoires suivants. Vous devez extraire le tâches externalisables sans investissement, puis proposer des solutions pour convertir ou réduire les autres tâches. L’objectif est de 30 cth (centièmes d’heure).
La 1re étape est de dresser l’analyse Pareto des temps prioritaires :

Les couleurs indiquées signifient :
• en rouge, les temps externalisables prioritaires ;
• en noir, les temps internes ;
• en blanc, les temps faciles à externaliser par réorganisation, sans investissement.
Propositions :
• 1re étape, EXTRAIRE. Les opérations en blanc sont externalisables en préparant le changement de format avant l’arrêt ;
• 2e étape, CONVERTIR. Les opérations de réglage sont à transformer en préréglages effectués avant l’arrêt ;
• 3e étape, RÉDUIRE. Une fois les réglages dégrossis, une procédure de réglage final doit réduire le nombre d’essais.

Les temps en gras restent en interne.
3- Maîtrisez la qualité et la fiabilité de votre production
31- La MSP
MSP est l’abréviation de “maîtrise statistique des procédés” (en anglais, SPC pour “Statistical Process Control”).
Cette méthode permet d’obtenir la qualité demandée, en la maintenant dans le temps via un suivi continu. Afin de comprendre et être capable d’appliquer cette méthode, je vous invite à suivre le cours « Pilotez la Maintenance dans l’industrie du futur ».
Vous verrez comment :
• utiliser la loi Normale dans la production de petites ou grandes séries ;
• tracer et exploiter une carte de contrôle ;
• calculer la capabilité de vos équipements et ainsi assurer la fiabilité de votre production pour vos clients.
32- Le Poka-Yoké
Poka-Yoké est un terme japonais qui signifie détrompeur ou anti-erreur. C’est un système mécanique empêchant toute erreur d’assemblage. Par exemple, la forme d’un connecteur électronique empêche de la connecter à des systèmes non compatibles.
Dans l’industrie, les conséquences financières générées par les erreurs et rebuts peuvent être solutionnées par des astuces mécaniques. Mobilisez votre personnel dans ce sens ! Plus de personnes sont mobilisées pour ce défi, plus vous avez de chance de trouver l’idée simple et géniale.
Mais le plus efficace est d’intégrer le détrompeur dès la conception des produits risquant de créer des oublis ou des inversions à l’assemblage. Alors, parlez-en au service R & D.
33- L’autocontrôle
L’idée de contrôler le produits en fin de ligne est une fausse bonne idée : quantité de mauvaises pièces sont déjà créées quand le défaut est détecté. Des palettes entières de produits sont reprises et retouchées ou pire, mises au rebut.
Donc, contrôler la qualité est une erreur. Mais demander aux opérateurs ou aux machines de faire de la qualité à chaque poste est la bonne solution.
Pour vous en convaincre, vous pouvez regarder cette vidéo :
34- L’automaintenance
Les erreurs et rebuts ne sont pas causées seulement par les opérateurs et les conceptions de produits, mais aussi par les machines de production. Les petites séries entraînent des arrêts-démarrages répétés, des changements de séries, des changements d’opérateurs, des changements de matières qui usent prématurément la mécanique. Bref, les machines aussi doivent être “accompagnées”. C’est le rôle de l’opérateur en maintenance 1er niveau.
4- Impliquez-vous dans un chantier Kaizen
Kai, changement et Zen, meilleur, se traduisent par “amélioration continue”. C’est un état d’esprit de changement pas à pas sans volonté de licencier du personnel ou de jeter les machines jugées moins performantes. L’idée est de les maintenir en parfait état et de les améliorer graduellement, de même que les hommes, les modes opératoires, les organisations : former ; faire participer, développer, élever au plus haut niveau. C’est le défi du manager de production.
Impliquer le personnel dans un chantier Kaizen, c’est le faire participer à la résolution des problèmes quotidiens dans une démarche simple et standardisée, avec des outils appliqués dans chaque étape.
Démarche
Résoudre un problème industriel (ou privé) revient à franchir 4 étapes clés : PDCA pour Plan - Do - Check - Act. C’est la “roue de Deming”.
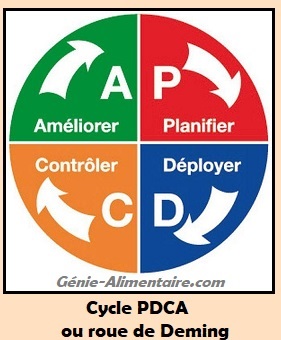
Elle a fortement influencé les entreprises dans leurs méthodes pour résoudre leurs problèmes quotidiens.
La première phase (“Plan”), la plus longue, comporte 3 étapes :
1. Poser le problème pour que tout le monde le comprenne et emploie le même langage. C’est un travail de constats et d’observations.
2. Rechercher les causes. C’est un travail de logique de raisonnement.
3. Proposer des solutions diverses et choisir la meilleure.
La deuxième phase (“Do”) consiste simplement à appliquer cette solution sur le terrain, c’est la mise en œuvre.
La phase suivante (“Check”), le contrôle des résultats, est quelquefois négligée à tort. C’est une étape de comparaison entre l’état initial et la performance obtenue. Elle nécessite d’avoir mis en place un indicateur de mesure de la performance dès le début.
Enfin, la généralisation (c’est le “Act”) signifie améliorer la solution si elle s’avère imparfaite. Sinon, généraliser cette solution adéquate aux autres systèmes qui rencontrent le même problème. Ce qui constitue un gain immédiat de temps et d’argent. Nous verrons, dans le chapitre IV, les outils d’analyse et d’amélioration des postes de production que l’on applique en suivant la démarche PDCA.
5- En résumé
Le quotidien du responsable de production est de s’assurer que ses stocks sont optimisés : ni trop élevés, ni insuffisants pour éviter surstocks ou ruptures. Nous avons calculé les quantités économiques pour gérer les articles critiques. Et la mise en place d’indicateurs tels que la valeur des stocks et leur taux de rotation font partie de son tableau de bord de performances.
Les données de base, nomenclatures, gammes et stocks étant acquises, le responsable de production calcule ses besoins en matières et articles. Mais avant de “charger” son atelier il s’assure de l’efficience de ses flux physiques. Le type d’implantation, le diagramme spaghetti, l’analyse de déroulement et les conditions d’une équipe performante sont des outils qui lui sont utiles au quotidien.
Enfin les conditions sont réunies pour équilibrer la charge de travail à la capacité de l’atelier et établir un plan de charge lissé. Une fois la charge répartie et le travail réalisé il peut évaluer la performance de son équipe avec le TRS sur son tableau de bord.
Nous avons vu, ensuite, comment le responsable peut entraîner son équipe vers l’excellence avec des méthodes telles que le SMED, la MSP, le poka-yoké, l’auto-contrôle, l’auto-maintenance et la démarche Kaizen.
Après avoir atteint ce haut niveau de performance, que lui reste t-il ? À se préparer à l’entreprise 4.0 ! C’est ce que nous verrons dans la prochaine partie !